<center id="k6eys"></center> 


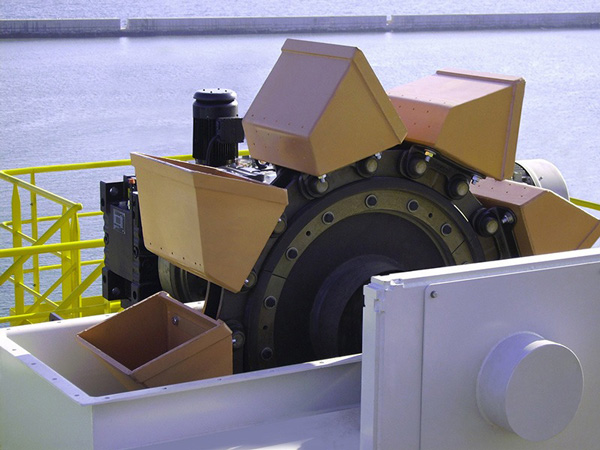
提升機是通過改變勢能進行運輸的大型機械設備,在其運行過程中,提升機軸磨損是很常見的一種設備故障。接下來小編就從提升機軸磨損的原因
(1) 金屬正常疲勞磨損,這是金屬本身固有的特性;
(2) 配合關系問題,零件在加工過程中無論加工的精度有多么高,永遠無法達到部件配合面100%的配合,從微觀上放大觀察,金屬的配合面只能做到30%—50%,所以配合部位受力面小也是導致金屬疲勞磨損的根本原因之一;
(3) 安裝問題,安裝過程中不能很好的控制軸承的安裝位置或者無法有效控制軸承的游隙,導致軸承運行過程中無法處于一個佳狀態,進而運行阻力增大,溫度升高,將扭矩更多的作用于配合面處,導致軸承內圈和軸表面發生相對運動,造成軸的磨損。
(4) 運行保養,包括軸承的潤滑不佳,冷卻系統堵塞造成運行溫度過高,緊固裝置的松動等。







定期對提升機減速機內各齒輪的齒面情況進行檢查。若齒面上出現有點蝕(如點蝕是離散且發展很慢,這為初期點蝕,不是故障)、擦傷、膠合、塑變甚至斷齒現象時,應停止使用并立即同有關單位取得聯系,使用單位也應做好一切故障發展過程的詳細原始記錄(包括使用的負荷、潤滑油牌號、使用轉速、初發現故障時間及進展情況等),以供分析故障原因之用。不論是在跑合試車還是在正常工作過程中,減速機所發現的一切問題和采用的處理措施都應詳細記錄備案。


1、定期(一周一次)對摩擦輪繩槽直徑、自動平衡懸掛裝置油缸伸縮量進行檢查,發現斗式提升機自動平衡懸掛裝置油缸伸縮量己達到大或小極限而失去補償鋼絲繩懸掛長度時,若摩擦輪繩槽直徑相差不大時,先調繩,無效后再車削繩槽。
2、用振波法檢測鋼絲繩張力時人為誤差較大,為了減小人為測量誤差,在檢測過程中須由同一組檢測人完成,中途不應更換其他測量人員。
3、結論,對斗式提升機鋼絲繩張力不平衡的影響因素進行了分析,并提出了相應的解決辦法,研究表明采用基準線繩槽深度測量法和振波法可以對多繩摩擦斗式提升機鋼絲繩張力不平衡進行檢測和調整是可行的。








 在線客服
在線客服 18196551876
18196551876 wuhubt@126.com
wuhubt@126.com


